
")










Eine lebenswichtige Komponente für medizinische Geräte
Thales
Der Geschäftsbereich XRIS der Abteilung für Elektrogeräte bei Thales stellt elektrooptische Geräte für Medizin, Forschung, Verteidigung und Telekommunikation her. Im Gesundheitswesen werden z. B. Röntgengeräte eingesetzt, die Röntgenbildverstärker von Thales enthalten, um Feindiagnostik und komplizierte klinische Eingriffe durchzuführen. Es ist daher von größter Wichtigkeit, das Risiko für Patienten und Anwender gering zu halten.
Deshalb ist Qualität ein Hauptanliegen für Alvaro Munari, der für den Bereich medizinische Physik von Thales XRIS verantwortlich ist. Die Aufgabe seines Teams in der Prozesskette besteht darin sicherzustellen, dass die Qualität der von diesem Bereich gefertigten Teile zu einem exzellenten Endprodukt beiträgt. Daher verwendet das Team die Minitab Statistical Software, um dieses hohe Qualitätsniveau zu überwachen, beizubehalten und nachzuweisen.
Die Herausforderung
Als das Unternehmen feststellte, dass die Elektronenröhren, die als kritische Komponente der medizinischen Röntgengeräte gefertigt wurden, asymmetrisch waren und die Kundenanforderungen nicht erfüllten, startete Munaris Team ein Lean Six Sigma-Projekt, um die Ursache des Problems zu ermitteln und zu beheben.

Einsatz von Minitab
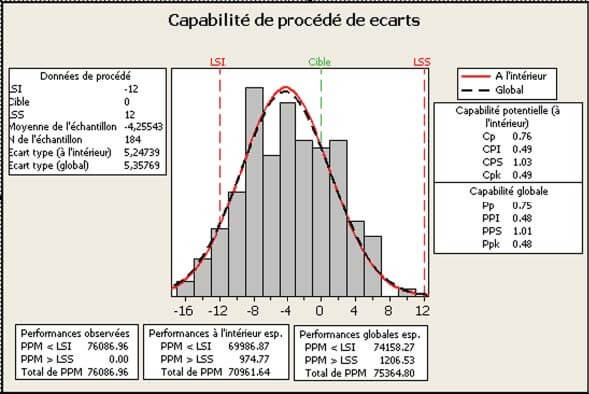
Das Team validierte mit Hilfe der Funktion für die Messsystemanalyse in Minitab die Zuverlässigkeit des Messsystems. Dann analysierten die Teammitglieder die anfängliche Prozessfähigkeit des Röhrenherstellungsverfahrens mit Hilfe der Prozessfähigkeitsanalyse. Bei einem Cpk-Wert von nur 0,49 war eindeutig, dass der Prozess optimiert und die Anzahl der fehlerhaften Röhren reduziert werden musste.
Durch die Analyse der Prozessdaten bestimmte das Team mögliche Ursachen für das Problem, u. a. die Drehung eines Schirms in der Röhre für die Transformation von Photonen in Elektronen, die Aktivierung (Zyklusdauer) und möglicherweise die Maschine, mit der die Eigenschaften für den Schirm festgelegt wurden.
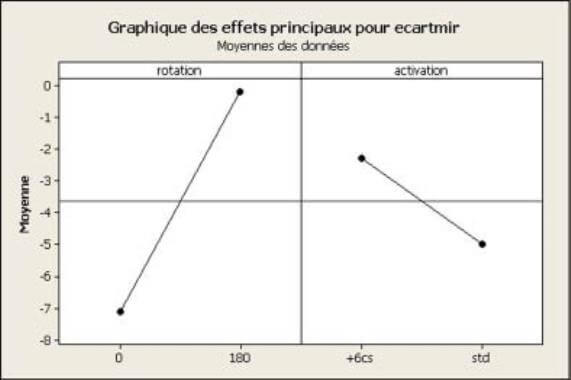
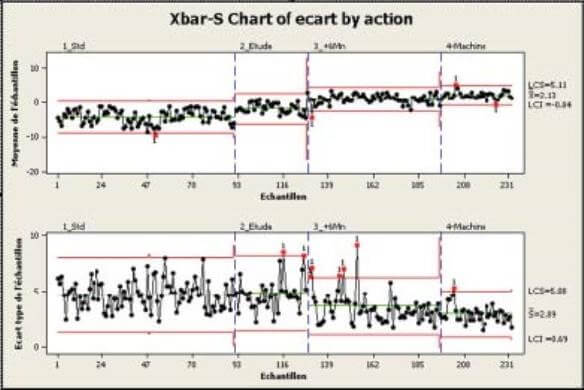
Danach wurden mit den Funktionen für die Versuchsplanung in Minitab die Wechselwirkung und die Effekte der einzelnen Faktoren untersucht. Die in den Testläufen erfassten Daten wurden mit Minitab analysiert und grafisch dargestellt, so dass die besten Einstellungen für jeden Faktor leicht definiert werden konnten. Das Team stellte fest, dass eine Drehung des Schirms um 180° erhebliche Auswirkungen auf die Ergebnisse hatte, während eine Verlängerung der Zyklusdauer auf sechs Minuten weniger einflussreich war. Das Team erstellte dann X-quer/S-Karten in Minitab, um die Effizienz der vorgenommenen Änderungen in den einzelnen Prozessphasen auszuwerten.
Das Team konnte 54 % der erkannten Asymmetrieprobleme beheben. Daher gab es deutliche Verbesserungen bei der Prozessfähigkeitskennzahl Cpk. Um den Cpk-Wert noch weiter zu optimieren, schaffte das Team eine neue Maschine als Ersatz für das vorhandene Gerät an, das die maximale Lebensdauer erreicht hatte.
Ergebnisse
Durch die Analyse und Versuche, die das Team mit Hilfe der Minitab Statistical Software durchführte, konnten 54 % der Asymmetrieprobleme erklärt werden, und die Prozessfähigkeit wurde von einem Cpk-Wert von 0,49 auf 1,13 erhöht. Durch den Austausch der Maschine und Drehen des Schirms um 180° wurde die Asymmetrie so weit reduziert, dass die Anforderungen des Kunden erfüllt wurden. Thales konnte nicht nur diese Kundenanforderungen erfüllen. Die mit dem verbesserten Verfahren produzierten Röhren werden auch in die Geräte eingebaut, ohne die Gesamtqualität des Endprodukts zu beeinträchtigen.
Originaltext: Minitab LLC., Minitab Case Studies: Quality: A Vital Part of Medical Equipment